Caso Studio
42 ore di manutenzione risparmiate ogni mese
In un'azienda metalmeccanica con 25 centri di lavoro CNC, le nebbie oleose generavano odori, superfici scivolose e continue attività di pulizia, con impatto negativo su sicurezza e produttività.

La sfida
La situazione prima dell'intervento
Pavimenti scivolosi, depositi su quadri elettrici, filtri che si saturano troppo in fretta, operatori che si lamentano a fine turno. In questa azienda metalmeccanica, i segnali del problema erano evidenti e il problema aveva un nome preciso: nebbie oleose, generate dalle lavorazioni di asportazione truciolo.
Depositi oleosi continui
Sulle pavimentazioni e all'interno dei quadri elettrici, con necessità di frequenti pulizie che sottraevano ore ai turni produttivi.
Fermi macchina frequenti
Per soddisfare l'audit di sistema e l'accoglienza del reparto, con conseguente dilatazione dei tempi di manutenzione.
Segnalazioni HSE e sindacati
Fermi, rilavorazioni e contestazioni interne che si accumulavano senza una soluzione strutturale al problema.

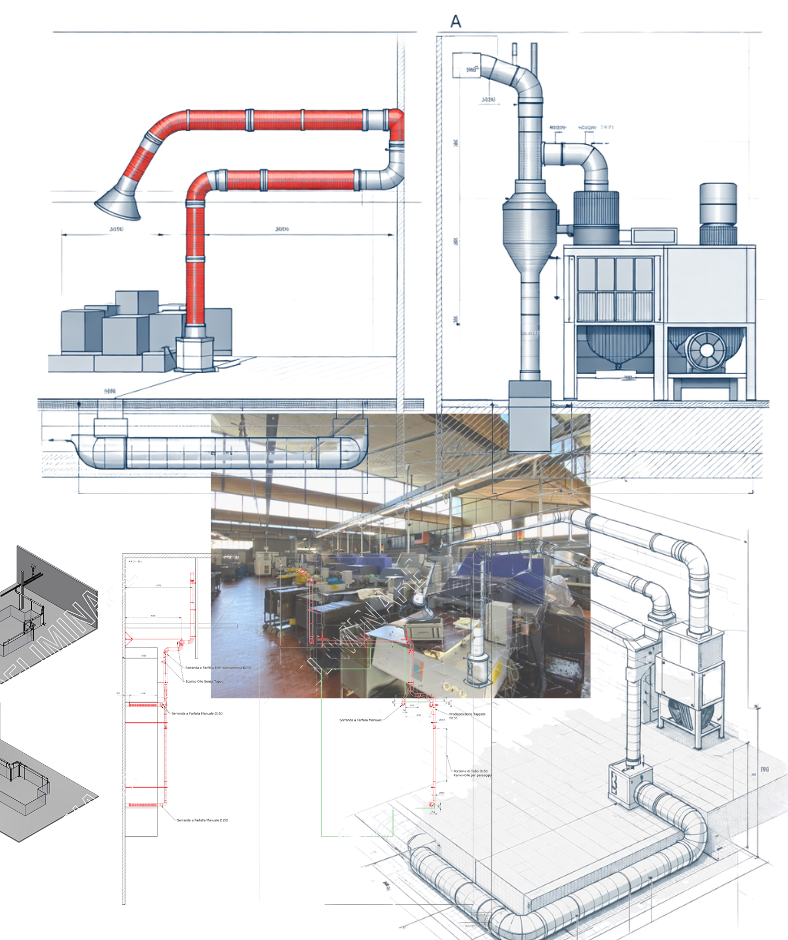
L'impianto, prima dell'intervento: nebbie oleose visibili in sospensione, depositi sulle superfici e nessun sistema di aspirazione localizzata in grado di intercettare l'inquinante alla fonte.
Dove
Il contesto operativo
L'officina
25 macchine a controllo numerico
I disagi
Evidenti nebbie in reparto durante il ciclo produttivo
L'odore
Odore all'interno dell'officina tanto da costringere gli operatori a spalancare i portoni spesso
I turni
2 turni giornalieri di 5 giorni a settimana
Perché
Lo studio preliminare
Prima di dimensionare portate e filtrazione, sono stati verificati:
Configurazione delle postazioni: abbiamo valutato tutti i 25 centri di lavoro, mappando quelli già dotati di cabine di contenimento e quelli completamente aperti. Non tutte le macchine sono uguali, non tutte generano la stessa quantità di nebbie.
Vincoli operativi: gli operatori dovevano continuare a lavorare con accesso agevole alle macchine. Il carroponte movimentava materiali pesanti con traiettorie precise. Ogni cappa, ogni canale doveva rispettare questi vincoli senza rallentare il flusso produttivo.
Obiettivo normativo e aziendale: l'aria trattata deve essere evacuata all'esterno, nel rispetto dei parametri provinciali di emissione. Nessun ricircolo in ambiente, come prescritto dal D.Lgs. 81/08.
Lo studio preliminare
Prima di dimensionare portate e filtrazione, sono stati verificati:
1. Configurazione delle postazioni: abbiamo valutato tutti i 25 centri di lavoro, mappando quelli già dotati di cabine di contenimento e quelli completamente aperti. Non tutte le macchine sono uguali, non tutte generano la stessa quantità di nebbie.
2. Vincoli operativi: gli operatori dovevano continuare a lavorare con accesso agevole alle macchine. Il carroponte movimentava materiali pesanti con traiettorie precise. Ogni cappa, ogni canale doveva rispettare questi vincoli senza rallentare il flusso produttivo.
3. Obiettivo normativo e aziendale: l'aria trattata deve essere evacuata all'esterno, nel rispetto dei parametri provinciali di emissione. Nessun ricircolo in ambiente, come prescritto dal d.Leg. 81/08
Come
La soluzione tecnica

01 — SISTEMA DI CAPTAZIONE
Cappa avvolgente alla fonte
Cappa avvolgente con portata di progetto di 18.000 m³/h e velocità di captazione mai inferiore a 0,5–1 m/s nel punto critico.

02 — RETE CANALIZZATA
Impianto centralizzato a diametro scalare
Un impianto centralizzato con tubazioni a diametro scalare.

03 — FILTRAZIONE MULTISTADIO (3 LIVELLI)
Tre livelli di trattamento
- Pre-separazione: per catturare le particelle più grossolane e proteggere gli stadi successivi
- Coalescenza a tasca floscia: per agglomerare le micro-gocce di olio nebulizzato
- Tasca rigida finale: per trattenere anche le frazioni più fini prima dell'emissione

04 — GESTIONE E CONTROLLO
Inverter, ΔP e PLC centralizzato
- Inverter di potenza per modulare la portata
- Sensori di pressione differenziale (ΔP) per monitorare in tempo reale lo stato di intasamento dei filtri
- Recupero condense direttamente nelle vasche delle macchine
- PLC centralizzato per gestire anomalie

05 — SCARICO
Aria trattata evacuata all'esterno
Aria trattata evacuata all'esterno dell'ambiente di lavoro.
Ora
I risultati dopo l'avviamento e la taratura

42 ore uomo/mese risparmiate
Nelle attività di pulizia e manutenzione ambientale.
Consumi elettrici ridotti del 35%
Grazie all'inverter e al maggior rendimento del ventilatore centralizzato rispetto ai filtri a bordo macchina.
Qualità dell'aria e sicurezza
Esposizione del personale drasticamente ridotta. Depositi oleosi quasi eliminati: superfici vetrate, quadri elettrici e pavimenti puliti per periodi molto più lunghi.
Continuità produttiva
Riduzione fermi, segnalazioni e anomalie gestite in automatico dal PLC centralizzato.
Il tuo reparto
Stai affrontando lo stesso problema?
- Nebbie oleose evidenti durante le lavorazioni
- Depositi oleosi su superfici e macchinari
- Fermi non programmati per pulizie urgenti
- Segnalazioni HSE che si accumulano
- Consumi energetici fuori controllo
È il momento di fare una valutazione tecnica seria.
Non esistono soluzioni standard, esiste sempre una soluzione progettata su misura.
Vuoi valutare una soluzione per il tuo reparto?
Contattaci